Using MSUITE and Prefabrication, Limbach Completes Hospital Project Two Months Ahead of Schedule

With MSUITE’s FabPro software, Limbach successfully streamlined operations in a pop-up fabrication shop with multiple trades working side-by-side, minimizing assembly and installation time. The combination of exceptional teamwork, technology, and advanced planning led to completion of the project two months early and helped the building owner save $5.6 million.
Headquartered in Pittsburgh, PA, Limbach has 1,500 employees nationwide and 10 major branches across the United States. As a leading MEP contractor, Limbach leverages MSUITE to offer integrated building systems solutions with expertise in design, fabrication, installation, management, service, and maintenance of HVAC, mechanical, electrical, plumbing, and control systems. The firm includes an in-house MEP+C design-build staff and eight fabrication shops with a total fabrication capacity of about 208,000 square feet.
Facilitating Fabrication
Although Limbach already uses MSUITE at its fabrication facilities, multitrade usage was a new opportunity. MSUITE’s FabPro software helps manage productivity for fabrication shops. The cloud-based platform offers production tracking and reporting and documents everything from start to installation for multiple trades.
Once the project team decided to set up a multitrade fabrication shop for the McLaren Greater Lansing Hospital project, the team acquired the Pine Tree Shop, a 25,000-square-foot warehouse, to convert into the fabrication facility they needed. It was a huge advantage that allowed Limbach to quickly manufacture and transport materials to the jobsite, which was only two miles away. MSUITE’s expertise in fabrication helped Limbach come up with the fabrication shop layout for optimal flow. Limbach used MSUITE’s BIMPro and FabPro to take model information to the shop floor and track real-time status and productivity.
Limbach’s team set up 220 total racks and six assembly lines to add 4,400 linear feet of racks with a total of 71,500 linear feet of conduit, piping, plumbing, sheet metal, cable tray, and drywall. All of these were tested, inspected, and insulated in place. The total assembly time in the shop for Limbach’s scope of work was 8,000 hours for a four-day turnaround per line. The entire process per floor was approximately a three-week turnaround, which included the shop assembly line, delivery, installation, and finalization. The environmental control and ability to streamline the work increased productivity and quality.
From the beginning, the joint venture Barton Malow-Christman and its stakeholders were on board with Limbach delivering the mechanical, electrical, plumbing, and fire protection aspects of the project. The group (which included the owner, engineer, general contractor, and subcontractors) invested heavily in design-for-manufacturing (DfMA) principles to engineer the building for prefabrication.
Connecting Design, Fabrication, and Field
MSUITE’s management software includes design automation capabilities in Autodesk Revit with seamless integration to fabrication tracking software in FabPro and field tracking software in the field. The entire methodology allows continuous feedback into the process for improvement to facilitate better communication, collaboration, and workflow efficiency.
Mark Lamberson, CPD, Limbach’s national virtual design and construction (VDC) manager, said, “MSUITE’s workflows helped Limbach track production and provided to the owner real-time reporting of fab shop inventory, including documentation to support monthly billings.” The data captured also provides easy access to the detailed tracking information required by insurers.
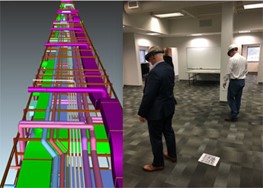
The DfMA process helped the team visualize racks and corridors to reassure the owner that the strategy would meet the building’s lifecycle needs and aggressive schedule. Using “mixed reality,” a combination of physical and virtual information, the owner’s representatives were able to explore the racked systems to simulate the ease of installation and future maintenance. Mixed reality was also used for quality assurance and quality control of modules and allowed the owner to “walk through” virtual racks alongside the fabricated racks.
The DfMA approach incorporated Lean manufacturing concepts such as identifying high-value fabrication targets—for example, headwalls, wet walls, and bathroom pods. The team employed the “choosing by advantages” technique to select the right modules for the project. Key decision-making factors included the availability and costs of shop space, jobsite congestion, material handling, and delivery.
Collaboration Saves Time, Labor
The McLaren Greater Lansing Hospital project benefited from considerable collaboration across all trade partners on the jobsite. The shop workforce included just 14 people for all trades, resulting in a 30-percent reduction in trade labor onsite for installation of the racked systems. Installing the racked systems in the building took about an hour per rack, totaling 220 hours.
The assembly on the jobsite was extraordinarily efficient compared with stick-building, and eliminating the extra time onsite produced significant savings. MSUITE helped onsite and fabrication teams alike track the real-time status and productivity metrics.
Lamberson noted, “The two-months schedule savings resulted in a $5.6 million-dollar direct return to the owner. Two months of unexpected operational time for the health care facility can mean an indirect revenue impact of $60 million.”
The prefabrication approach yielded other benefits for the project team. Workers were able to test, insulate, and tag all the products in the fabrication shop before delivering them onsite. Having products ready to install as soon as they were delivered helped mitigate the effects of the harsh Michigan winter onsite. The risk of exposure to COVID-19 infection was decreased because fewer workers had to be on the jobsite and those in the prefabrication shop were separated into workstations.
Limbach offered the following lessons learned from the McLaren Greater Lansing Hospital Project:
- Early involvement: Early team involvement is critical to success.
- Building the team: All stakeholders must be present (carpenters, etc.).
- Fabrication support: Prefabrication must be supported from the top down.
- Mindset shift: The team must adopt the attitude of “What can’t we fabricate?”
- Fabrication shop proximity to jobsite: Consider over-the-road requirements, permits, etc.
- Team decisions: Use the entire team for decisions; different stakeholders will perceive different benefits and drawbacks.
Barton Malow-Christman team members—VDC Manager Alan Todd, Project Director Colin Martin, Project Manager Keith Berry, and Project Manager Bob Gallagher—joined McLaren Health Care Vice President Dan Medrano, Limbach Assistant Vice President Kevin Dettling, and Harley Ellis Devereaux Project Manager Eric Wingelaar to present the successful McLaren Greater Lansing Hospital project at the Advancing Prefabrication conference earlier this year.
Watch a time-lapse video of the construction of the new McLaren Greater Lansing hospital from groundbreaking to current day: http://webcams.christmanco.com/McLaren-Greater-Lansing-Replacement-Hospital
For more information, visit www.msuite.com.